Huge Opportunities in Water Jet Machining Microsize Parts
Waterjet nozzle technology has advanced to the point where the machining of parts and part features smaller than 0.012 in. is now possible.

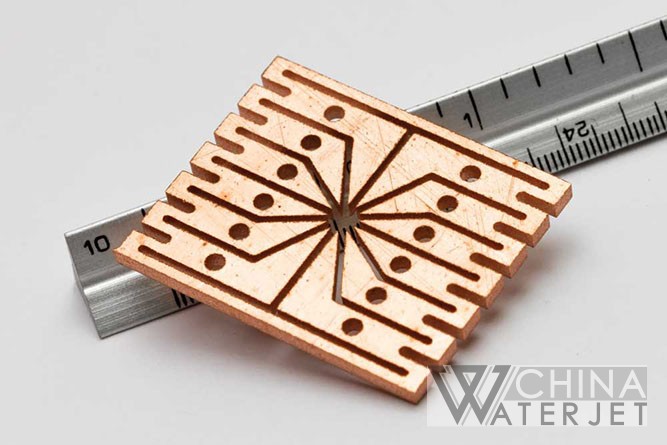
Metal fabricators, like all manufacturers, are seeing growing demand for smaller parts and assemblies required for compact, lighter, energy-efficient products. Abrasive water jet machining is evolving to assist in producing these types of microsize parts.
Abrasive water jet machining is a mainstay tool for many shops, and waterjet machine makers are actively seeking ways to reduce the size of the waterjet stream for small-part cutting and cost-effective processing of parts with tiny contours and complex forms.
While the diameters of waterjet nozzles typically range in size from 0.030 to 0.060 inch — producing kerfs that are perhaps 10 percent larger than the mixing tube diameter — the goal is to cut accurate part features as tiny as 0.002 in. Water-only streams of 0.002 in. in diameter are possible, and they flow consistently. However, problems arise when abrasive particles are mixed with these supersonic water streams. The smaller the waterjet nozzle orifice diameter, the more clogging and uneven abrasive flow can occur.
Fortunately, abrasive waterjet cutting machine builders have made significant advances in shrinking the size of waterjet streams while maintaining reliability, accuracy, and productivity. These special micronozzles for abrasives overcome the challenges associated with shrinking waterjet streams for micromachining.
Focusing on the Details
Waterjet technology developers have conducted research into the development of micro abrasive waterjet nozzles for machining part features as small as 0.002 in. (50 μm), and current R&D nozzles are demonstrating the feasibility of achieving that goal.
Successfully reducing the size of these nozzles requires overcoming two main hurdles: nonuniform abrasive feeding and nozzle clogging. The poor flow qualities of very fine abrasives cause nonuniform feeding. In general, small abrasives tend to clump together, failing to flow smoothly from the machine’s hopper to its feed tube or from the feed tube into the mixing chamber. An intermittent abrasive flow leads to skipping in the cut or damage of delicate and brittle part materials.
Additionally, as nozzles become smaller, capillary effect causes a water column to remain within the bore of the nozzle’s mixing tube. The lower speed at the front of the abrasive waterjet stream then impinges on the surface of the water column, causing backsplash that wets any residual abrasive left in the mixing chamber and feed port entrance. After many on-off cycles, accumulation of these wet abrasives eventually clogs the nozzle.
Attempts have been made to remedy these problems using vacuum assist and water flushing. But such remedies typically result in bulky nozzle designs that require several ports to connect tubes, ejectors, water pumps, control software, and other devices or appendages. These can greatly hinder system maneuverability, add operational complexity, decrease efficiency, and increase cost.
Engineers looking to overcome these challenges associated with micronozzle development took a different approach. They developed several proprietary processes (patents pending) that minimize nozzle clogging and abrasive-flow intermittency without the use of vacuum assist or water flushing.
One process uses a miniature nozzle of 0.015 in. diameter, which the technology developers operated successfully. It has no added appendages that might otherwise hinder movement.
Several nozzles as small as 0.008 in. in diameter are currently under development. Work also is being done on abrasive waterjet micromachining using relatively larger nozzle combinations.
Engineers recently applied one of their miniature nozzles to a waterjet cutting table equipped with a rotary cutting accessory. The combination of a miniature nozzle, the rotary cutting capability, and a tilting cutting head provided the capability to machine tiny, complex 3-D components.
The use of tilting cutting head technology and advanced control software can lead to even higher precision, with a positioning accuracy two to three times higher than traditional waterjet cutting technology. The software positions the nozzle at an angle to offset the natural taper from the abrasive jet stream. The taper is moved from the workpiece to the scrap part of the material, resulting in a microsized part with square, taper-free edges.
Commercializing Micromachining
Micromachining centers specifically designed for this type of tiny part production are now available. This development proves the speed, versatility, and accuracy of abrasive waterjet technology now applies to the cutting of parts or part features smaller than 0.012 in. from a range of materials, including exotic metals, advanced composites, polymer thermoplastics, and glass.
This type of waterjet cutting equipment, which has a footprint of a little more than 2 by 2 feet, can be used to cut both prototype and production part volumes. High-precision linear encoders, vibration isolation technology, and integrated software control systems are used to achieve a position repeatability of 0.0001 in. (2.5 μm) and a positioning accuracy of approximately 0.0006 in. (15 μm).
Abrasive waterjet technology continues to find new applications in the metal fabricating world. Even in a place such as Camp Leatherneck, Afghanistan, the U.S. Marine Corps used a mobile version of a waterjet cutting table to fabricate parts for rapid-response repair of equipment. Further advances in micromachining will broaden abrasive waterjet machining’s acceptance as a tool for fabrication of very small parts and assemblies.