International Journal For Technological Research In Engineering
Volume 1, Issue 6, February-2014
ISSN (Online) : 2347 – 4718
EXPERIMENTAL INVESTIGATION ON ABRASIVE WATER JET
MACHINE USING TAGUCHI TECHNIQUES TO OPTIMIZE
PROCESS PARAMETER OF VARIOUS MATERIALS – A REVIEW
Chirag M Parmar, Mr. Pratik K Yogi, Mr. Trilok D Parmar
P.G. Student, Assistant Professor
Sardar Patel Institute of Technology
L.C. Institute of Technology
Gujarat, India.
Abstract: Abrasive Water jet (AWJ) Machining is a recent non-traditional machining process. Major part of this technology is a very high-pressure beam of water and abrasives, which is used for machining. Abrasive water jet cutting of material involves the effect of a high pressure velocity jet of water with entrained abrasive particles on to material to be cut. This technology is widely used in industry for cutting difficult-to-machine materials, milling slots, polishing hard materials, cleaning contaminated surfaces, etc. In the present study commercially three different materials AL-6351, Fiber Reinforced Plastic and SS-316 is machined with the abrasive water jet machine. Experimental investigations should conduct to assess the influences of Abrasive water jet machining (AWJM) process parameter on surface roughness and MRR. The approach is based on Taguchi’s method to optimize the AWJM process parameter for effective machining. It was found the process parameters are stand-off-distance from the work surface; work feed rate and jet pressure. The Evaluate criteria of the work surface roughness, MRR.
Keywords: Abrasive Water Jet Cutting, Taguchi Method.
I. INTRODUCTION
Abrasive Water jet (AWJ) Machining is a recent non-conventional machining process. In this technology, a very high-pressure beam of water and abrasives are used for machining. This technology is widely used in industry as it has many advantages. In this chapter an introduction to Abrasive Water jet (AWJ) Technology is provided. A review of the AWJ history is first carried out to draw a picture of the progress in this technology. Brief descriptions of the schema and the main components of an AWJ system are also given. Advantages and drawbacks of the AWJ technology are then evaluated.
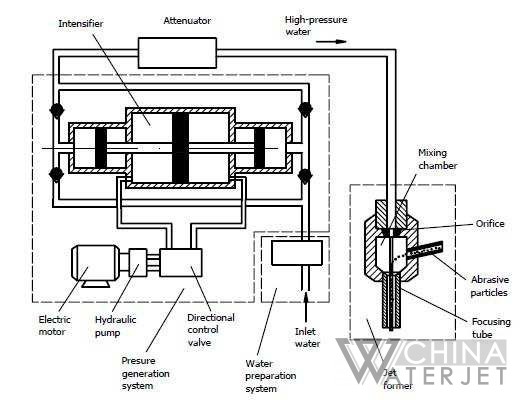
Figure 1: Abrasive water jet entrainment system
There are two types of water jets: pure (or plain) water jet and abrasive water jet. In pure water jet cutting, only a pressurized stream of water is used to cut through materials. This type of cutting is used to cut soft materials such as card board, leather, textiles, fiber plastics, food or thin plates of aluminum. In Abrasive water jet cutting, an abrasive water jet entrainment system mixes abrasives with the water jet in a mixing chamber following an orifice (Figure 1). The abrasive particles are accelerated by the water stream and then leave the focusing tube (or the nozzle) with the stream. Abrasive water jet cutting is used for cutting harder materials such as stainless steel, glass, ceramics, titanium alloys, composite materials, and so forth. A typical AWJ entrainment system (as shown in Figure 1) consists of four main parts: the water preparation system, the pressure generation system, the jet former, and the abrasive supply system. A brief description of these parts is given below:
A. The water preparation system
The water preparation system is used for supplying purified water for the pressure generation system. Generally, particles larger than 1 µm have to be filtered out to prevent unacceptable wear of the critical parts of the pressure generation system.
B. The pressure generation system
This system is equipped with a pump to ensure a continuous and stable flow of high pressure. Three types of pumps, namely intensifier, crankshaft and direct pumps can be distinguished.
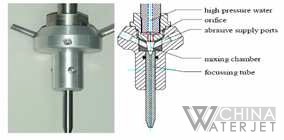
Figure 2: A typical jet former for abrasive water jet cutting.
C. The jet former
The jet former is used to transfer part of the hydraulic water energy into kinetic energy of water, and then into kinetic energy of abrasive particles. Figure 2 shows a typical jet former for abrasive water jet cutting. To form the abrasive water jet, first, the high pressure water is forced through an orifice to create a high speed water jet. Then the high speed water jet passes through a mixing chamber, which is installed downstream of the orifice. Because of the Venturi effect, a vacuum is created in the mixing chamber. As a result, the abrasive particles and some air are sucked into the mixing chamber through a feed line. After entering the mixing chamber, the particles are accelerated by the high-speed water jet (velocity about 600 to 900 m/s) and then passing through a focusing tube (or nozzle).
As mentioned above, the orifice, the mixing chamber and the focusing tube are the main parts of a jet former. Orifices can be made of sapphire, ruby or diamond with a diameter ranging from 0.08 to 0.8 mm. The lifetime of a diamond orifice is about 1000 to 2000 hours while it is only 40 to 70 hours for sapphire. However, sapphire orifices are most commonly used because they are much cheaper than diamond orifices.
D. The abrasive supply system
In practice, there are many types of abrasives which are used in abrasive water jet cutting. They can be garnet for example Barton garnet (a trade mark of Barton Mines Company) and GMA garnet(a trade mark of GMA garnet Pvt Ltd) – two most common garnets), olivine, aluminum oxide, silica sand etc. Generally, in abrasive water jet cutting, the abrasive mass flow rate is about 0.08 to 0.5 kg/min (15 to 30 kg/h ) and the abrasive size varies between 0.1 and 0.3 mm.
E. Advantages of Abrasive Water jet Cutting Technology
1. Abrasive water jet cutting can machine a wide range of materials including titanium, stainless steel, aerospace alloys, glass, plastics, ceramics, and so on.
2. Abrasive water jet cutting can cut net-shape parts and near net-shape parts.
3. Only one nozzle can be used for abrasive water jet cutting.
4. No heat is generated in the cutting process. Therefore, there is no heat-affected area and thus no structural changes in work materials occur.
5. The abrasives after cutting can be reused which allows for possible reduction of the abrasive water jet cutting cost.
6. Abrasive water jet cutting is particularly environmentally friendly as it does not generate any cutting dust or chemical air pollutants.
7. Abrasive water jet cutting can be easily automated and therefore can be run with unmanned shifts.
F. Disadvantages of Abrasive Water jet Cutting Technology
1. The total cutting cost is relatively high;
2. The cutting quality is not always satisfying and unstable.
II. LITERATURE SURVEY
Leeladhar Nagdev and Vedansh Chaturvedi, “Parametric optimization of Abrasive Water jet Machining using Taguchi method”. In this research they have study effect of parameters
on Al – 7075 with the help of Taguchi method. There is L9 orthogonal array used by varying S, R, H, D respectively and for each combination they have conducted three experiments and with the help of Signal to Noise ratio they have found out the optimum results for abrasive water jet machining. It was confirmed that determined optimal combination of abrasive water jet machining process parameters satisfy the real need for machining of Al 7075 in actual practice. They conclude that the abrasive flow rate, standoff distance, and abrasive grit size, these parameters does not affect much more on MRR, while Traverse speed is most effective parameter in this case. Apart from this to minimize SR Abrasive grit size is most controllable parameter.
Ahsan Ali Khan, Mod Efendee Bin awing and Ahmad Azwari Bin Annur, “Surface roughness of carbides produced by abrasive water jet machine”. In this article the work aims to evaluate the effect of jet of pressure, abrasive flow rate and work feed rate on smoothness of the surface produced by abrasive water jet machining of carbide of grade P25 is a very hard and cannot be machined by conventional machining techniques. Cutting was performed on a water jet machine model WJ 4080. The abrasive used in investigations was garnet of mesh size 80. It was found from the investigations that with increase in jet pressure the surface becomes smoother due to higher kinetic energy of the abrasives. But the surface near the jet entrance is smoother and the surface gradually becomes rougher downwards and is the roughest near the jet exit. Increase in abrasive flow rate also makes the surface smoother which is due to the availability of higher number of cutting edges per unit area per unit time. Feed rate didn’t show any significance influences on the machined surface, but it was found that surface roughness increase drastically near the jet entrances. Finally they have concluded that A jet Pressure And Abrasive Flow rate are the Most influencing parameter on the surface roughness, the work feed rate is less insignificant as compared to jet pressure and abrasive flow rate.
Jiuan-Hung Kea, Feng-Che Tsaia, and Jung-Chou Hungb, “Characteristics study of Flexible Magnetic abrasive in abrasive jet machining“. In the present research, they had present a novel hybrid method that self-made magnetic abrasive with elasticity was utilized to investigate machining characteristics in abrasive jet machining. According to Taguchi method and experimental results, flexible magnetic abrasive is adopted in abrasive jet machining not only restrains the abrasive jet direction to enhance more uniform main processing area and material removal rate but also has slip-scratch effect to obtain better surface roughness than traditional machining. With the help of flexible magnetic abrasive we can obtain better surface roughness than traditional machining, and it (flexible magnetic abrasive) is use used for restrains the abrasive jet direction for more uniform processing area and material removal rate. Magnetic field is main factor for surface roughness (Ra), material removal rate (MRR).
M.A Azmir and A.K Khan, “Investigation on glass/epoxy composite surfaces machined by abrasive water jet machining“. They all have been studied that the influence of abrasive water jet machining (AWJM) process parameters on surface roughness (Ra) of glass fiber reinforced epoxy composites. It was found that the type of abrasive materials, hydraulic pressure, standoff distance and traverse rate were the significant control factors and the cutting orientation was the insignificant control factor in controlling the Ra. For noise factors effect, the forms of glass fibers and thickness of composite laminate showed the greatest influence on Ra. They have study effect of parameters on Different Form of E-Glass fibers namely woven (plain weave) TGF-800 and Chopped strand material (TGFM-450), with the help of Taguchi method on Abrasive Water jet machine. The models successfully predicted the Ra of an AWJ machined glass/epoxy laminate within the limit of this study. Verification of the improvement in the quality characteristics has been made through confirmation test with respect to the chosen reference parameter setting. It was confirmed that the determined optimum combination of AWJM parameters satisfy the real need for machining of glass fiber reinforced epoxy composites in practice. Conclusion derive from this article is Abrasive types is the most significant controlling factor on surface roughness(Ra), hydraulic pressure and traverse rate are the equally significant factor while Standoff distance, abrasive material flow rate and cutting orientation are the insignificant factor.
D.K. Shanmugam, S.H. Masood, “Investigation on Kerf characteristic in abrasive water jet cutting of layered composite”. Layered composites are “difficult-to-machine” materials as it is inhomogeneous due to the matrix properties, fibre orientation, and relative volume fraction of matrix. Abrasive water jet cutting has proven to be a viable technique to machine such materials compared to conventional machining. This paper presents an investigation on the kerf taper angle, an important cutting performance measure, generated by abrasive water jet (AWJ) technique to machine two types of composites: epoxy pre-impregnated graphite woven fabric and glass epoxy. This paper presents the investigated results on machining of two types of composite 1) Epoxy pre-impregnated graphite woven fabric 2) Glass epoxy on CNC abrasive water jet machine. The effects of the different parameters Abrasive flow rate (g/s), Standoff distances(mm), Traverse Speed(mm/s), Water pressure (Mpa) on the response characteristics Kerf taper angle are explained. Recommended condition is to maintain high water pressure (Mpa), low traverse speed (mm/s) and low standoff distance (mm) to minimize kerf taper angle.
Ahmet Hascalik, Ulas Cayds, Hakan Gurun, “Effect of Traverse speed on Abrasive in Abrasive jet machining of Ti-6Al-4V alloy”. In the presented study, Ti-6Al-4V alloy, known as one of the difficult-to-machine materials using conventional machining processes, was machined under varying traverse speeds of 60, 80, 120, 150, 200, and 250 mm/min by abrasive water jet machining (AWJM). After machining, the profiles of machined surfaces, kerf geometries and micro structural features of the machined surfaces were examined using surface profilometry and scanning electron microscopy. The aim of this study is to investigate experimentally the profiles of machined surfaces, kerf geometries and micro structural features of the machined surfaces in terms of traverse speed in AWJ-machined Ti-6Al-4V alloy. In fact Higher Traverse speed or increasing gradually in AWJM gives narrower kerf width with grater kerf taper ratio. Surface roughness is approximately constant .
M.A Azmir ,A.K Ahsan, and A Rahmah, “Investigation on abrasive water jet machining of Kevlar Reinforced Phenolic Composite using Taguchi approach”. Experimental investigations were found the influence of Abrasive Water Jet Machining (AWJM) process parameters on surface roughness (Ra) and kerf taper ratio (TR) of aramid fiber reinforced plastics (AFRP) composite. The approach was based on Taguchi’s Method and Analysis of Variance (ANOVA) to optimize the AWJM process parameters for effective machining. It was found that traverse rate was considered to be the most significant factor followed by hydraulic pressure in influencing the Ra quality criteria. In case of TR, traverse rate showed the greatest influence by standoff distance. It was also confirmed that increasing the kinetic energy of water jet may produce a better quality of cuts. It was confirmed that determined optimal combination of AWJM parameters satisfy the real need for machining of AFRP composites in practice. They have concluded that Traverse rate is the most significant factor on surface roughness during AWJM while standoff distances and abrasive mass flow rate are the insignificant control factor on surface roughness (Ra). By applying the optimal setting to the Experiments there are considerable improvement in the process.
Vaibhav J Limbachiya, Prof Dhaval M Patel, “An investigation of Different Material on Abrasive water jet machine”. Theoretical MRR found equal to the experimental MRR. In this paper investigation for three different materials like en8, acrylic and aluminum is carried out using Taguchi design of experiment method. Experiments are carried out using L25 Orthogonal array by varying Material traverse speed and abrasive mass flow rate for each material respectively. Anova carried out for identifies significant parameters. Both factor, Traverse speed and Abrasive mass flow rate are affecting MRR of each material. Clearly define that increasing Traverse speed and abrasive mass floe rate, will directly increasing MRR.
T. Nguyen, D.K. Shanmugam, J. Wang, “Effect of liquid properties on the stability of an abrasive water jet”. The effect of liquid properties after adding polymeric additives on the stability of an abrasive slurry (or suspension) jet (ASJ) is presented and discussed with a view to enhance the jet stability for ASJ machining. It is shown that jet disintegration is a result of the jet internal disturbances associated with the fluid properties and the external air friction acting upon the jet surface. A jet becomes more stable with the addition of polymeric additives, which is found to be mainly attributed to the increase of fluid viscosity. Based on the findings of the experimental investigation, a parametric model is then developed using a dimensional analysis approach to predict the jet compact length, i.e. the length of the jet stable region. The developed model is finally verified experimentally, which shows that the model predictions are in good agreement with the experimental data. If the slurry is uniformly mixed, the particle velocity may be assumed to be equal to the water solution velocity or jet velocity (v) at the nozzle exit. In forming an ASJ, it is believed that there are energy or momentum losses in the jetting system due to nozzle wall friction, fluid flow disturbances and the compressibility of the slurry. It has been shown that the liquid viscosity is the major jet internal factor that contributes to the jet cohesion, and the addition of polymeric additives increased the liquid viscosity and hence the jet stability. A parametric model has been developed for predicting the jet stability, taking into account the liquid properties and jetting parameters.
J. Wang, “Predictive depth of jet penetration models for abrasive water jet cutting of alumina ceramics”. A study of the depth of jet penetration (or depth of cut) in abrasive water jet cutting of alumina ceramics with controlled nozzle oscillation is presented and discussed. An experimental investigation is carried out first to study the effects of nozzle oscillation at small angles on the depth of cut under different combinations of process parameters. Depending on the other cutting parameters in this study, it is found that a high oscillation frequency (10-14 Hz) with a low oscillation angle (4-61) can maximize the depth of cut. Using a dimensional analysis technique, predictive models for jet penetration when cutting alumina ceramics with and without nozzle oscillations are finally developed and verified. An experimental investigation of the depth of jet penetration in abrasive water jet cutting of alumina ceramics with controlled nozzle oscillation has been carried out and reported. Hence oscillation frequencies (10-14 Hz) and small oscillation angles (4-61)are recommended for maximizing the depth of cut in nozzle oscillation cutting.
III. CONCLUSION AND DISCUSSION
The work presented here is an overview of recent works of Abrasive water jet cutting process and future directions. From above discussion it can be concluded that:
1. Abrasive water jet cutting process is a powerful method for cutting complex profiles and drilling holes in wide range of workpiece materials. Apart from cutting and drilling, this cutting process is also suitable for precise machining.
2. The performance of Abrasive water jet cutting process mainly depends on Process parameters (e.g. Traverse speed, Abrasive mass flow rate, Stand off distance, Abrasive grit size), material parameters (e.g. Type, thickness). The important performance characteristics of interest for Abrasive water jet cutting process study are kerf width, kerf taper angle, surface roughness, Material removal rate, Stability of water jet, Penetration depth.
3. This paper presents an overview of recent experimental investigations in Abrasive water jet cutting of various engineering materials concerned with cut quality. The main objective was to identify the most common process parameters and cut quality characteristics. The reviews show that cutting condition (Traverse speed, Abrasive mass flow rate, Stand off distance) for studying the cut quality. The cut quality includes surface roughness, kerf width, Material removal rate.
4. Most experimental studies have been performed with using single Material. Very few researcher used the combine study of different materials on Abrasive water jet cutting process. So now we will doing experimental work with using different material by adopting Taguchi experimental design.